
Every day, your factory sends a valuable resource straight up the chimney — and nobody notices. The exhaust gases from your boiler, furnace, or kiln can easily exceed 200°C, yet that thermal energy disappears into the air while you keep paying for fuel to generate fresh heat. Sounds like a bad deal, right?
The good news is that heat pipe technology offers a remarkably simple way to capture and reuse this energy. And no, this isn‘t some experimental lab concept — heat pipe heat exchangers have been deployed across thousands of industrial facilities worldwide, delivering measurable fuel savings year after year. As a heat pipe manufacturer with nearly two decades of hands-on experience, DTDX has seen firsthand how the right waste heat recovery system can transform a plant’s energy profile.
Before diving into the five key applications, let‘s clarify one thing briefly:
What makes heat pipes special?
A heat pipe is a sealed tube containing a working fluid. When one end is exposed to hot exhaust, the fluid evaporates and travels to the cooler end, where it condenses and releases heat — all without any external pump or compressor. This passive, phase-change mechanism gives heat pipe heat exchangers a unique combination of high thermal efficiency, zero cross-contamination, and decades of maintenance-free operation.
Now let’s explore where this technology delivers the biggest impact.
The 5 Key Applications of Heat Pipe Waste Heat Recovery
Here‘s a quick overview of the five application methods. The table below summarizes what each method captures, what it produces, and where it’s most commonly used.
| Application | Heat Source | Output | Typical Industries |
| Combustion Air Preheating | Boiler/furnace flue gas (200–400°C) | Preheated combustion air (100–250°C) | Steel, glass, ceramics, chemicals |
| Hot Water / Steam Generation | Medium-low temperature exhaust (100–300°C) | 50–90°C hot water or low-pressure steam | Food processing, textiles, district heating |
| Hot Air for Material Drying | Process exhaust gas | Clean hot air for drying | Ceramics, feed processing, mining, sludge treatment |
| Condensate Heat Recovery | 70–100°C steam condensate | Preheated air or makeup water | Printing & dyeing, paper mills, chemical plants |
| Industrial Space Heating | Boiler flue gas or process waste heat | Warm air or hot water for space heating | Factories, warehouses, large workshops |
Now let’s look at each method in detail.
1. Combustion Air Preheating: A Quick Win for Furnace Efficiency
If you operate a boiler or industrial furnace, this is probably the lowest-hanging fruit on your energy efficiency tree.
Here‘s why: the flue gas exiting your combustion chamber is hot — typically between 200°C and 400°C — and preheating the incoming combustion air with that same exhaust can directly reduce the amount of fuel needed to reach target temperatures.
How it works. A gas-to-gas heat pipe heat exchanger — specifically an air-to-air heat pipe heat exchanger — is installed in the flue duct. Hot exhaust flows over one section of the heat pipes, and cold ambient air flows over the other. The pipes transfer heat from the exhaust to the incoming air without the two streams ever mixing. The result? Combustion air enters the burner already at 100–250°C instead of room temperature, which measurably boosts furnace thermal efficiency.
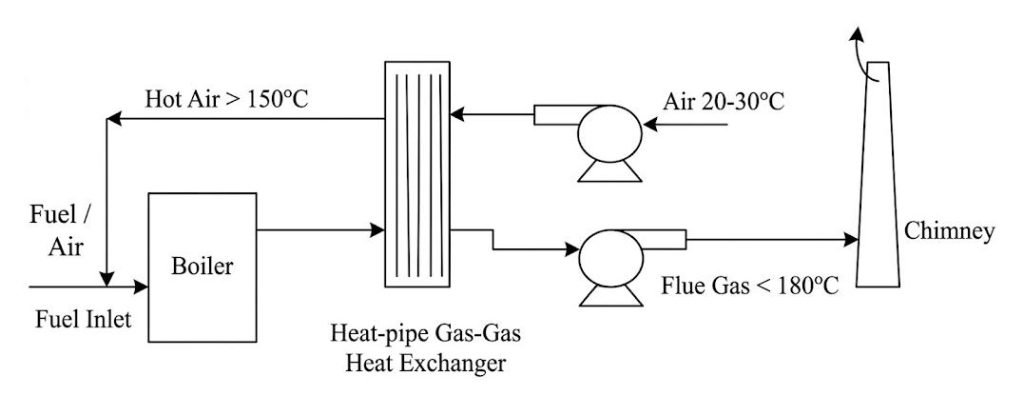
What the numbers say. According to DTDX‘s field experience, this approach typically saves 5% to 15% on fuel consumption. That’s not a trivial figure when you consider a continuous furnace running 24/7. In many cases, the heat pipe air preheater pays for itself within 12 to 18 months.
Why heat pipes beat traditional air preheaters here. Conventional tubular or plate-type preheaters have a persistent problem: cold-end corrosion when flue gas temperature drops below the acid dew point. Heat pipes, by contrast, operate isothermally — each pipe maintains a nearly uniform temperature along its length — which greatly reduces the risk of localized cold spots where acidic condensation could eat through the metal. This alone extends equipment life significantly in applications with sulfur-containing fuels.
2. Hot Water and Low-Pressure Steam: Free Heat from Medium-Temperature Exhaust
Not every industrial process needs high-grade heat. In many factories, a large chunk of energy demand is for washing, cleaning, space heating, or process preheating — applications that only need 50°C to 90°C hot water or low-pressure steam. Meanwhile, the plant‘s exhaust stack may be dumping gases at 100–300°C right into the atmosphere. It’s a perfect match — and a gas-to-liquid heat pipe heat exchanger is the bridge.
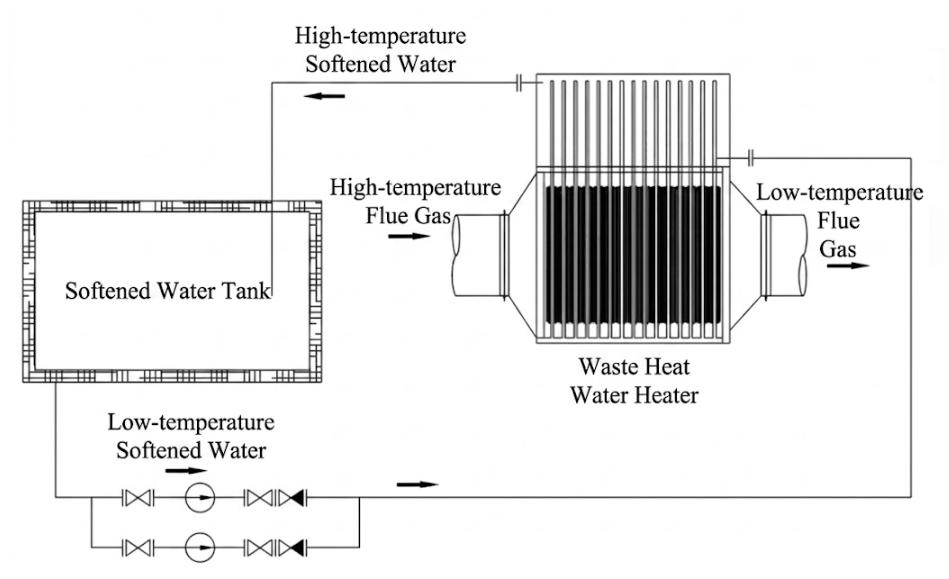
The setup is straightforward. A waste heat recovery heat exchanger with heat pipes is placed in the exhaust stream. The evaporator section absorbs heat from the hot gas; the condenser section transfers it to a water loop. Depending on your needs, the output can be hot water for process use or low-pressure steam for heating networks. Since the heat pipes are individual sealed units, even if one pipe requires maintenance, the rest keep working — zero downtime for the system.
The financial case. The original article notes that for this type of application, the investment payback period typically does not exceed one year (Source: original WeChat article on hot water/steam generation). That‘s about as good as industrial ROI gets. The reason is simple: you’re replacing fuel you would have burned in a separate boiler, and fuel is expensive.
This application is especially popular in the food and beverage, textile dyeing, and chemical processing sectors, where there is simultaneous demand for both process heat and large volumes of hot water.
3. Turning Waste Heat into Drying Power: Clean Hot Air for Material Processing
Drying is one of the most energy-intensive steps in manufacturing. Whether you‘re producing ceramic products, animal feed, mineral powders, or treated sludge, evaporating moisture takes enormous amounts of heat — and traditional electric or steam-based drying systems can be a major cost center.
Here’s a smarter approach: capture the hot exhaust from your kiln, furnace, or process line, pass it through a heat pipe air heater, and use the resulting clean, dry hot air for your drying operations. Unlike directly recycling exhaust gas (which may carry dust, moisture, or contaminants), the heat pipe approach delivers 100% clean hot air — the two streams are completely isolated, so product quality is never compromised.
Real-world example. In the ceramics industry, tunnel kiln exhaust at 180–300°C is used to preheat drying air for green body drying rooms. Feed processing plants use similar setups to dry grains and pellets. In municipal sludge treatment, recovered heat from incineration can be redirected to upstream drying stages, dramatically reducing the auxiliary fuel needed.
Economic impact. The energy cost savings are immediate and ongoing. For plants currently relying on electric heating or fossil-fuel-fired hot air generators, switching to recovered waste heat for drying can cut drying-related energy bills by 30–50% or more. It‘s one of those rare investments where the environmental benefit and the financial incentive point in exactly the same direction.
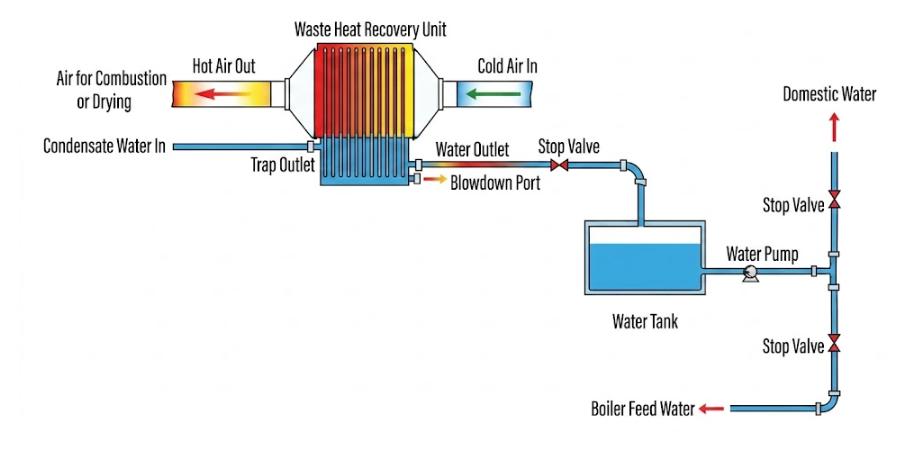
4. Condensate Heat Recovery: Don‘t Throw Away the Water — Or the Heat
Steam systems are everywhere — particularly in printing and dyeing plants, paper mills, and chemical factories where steam is used for heating, drying, washing, or sterilization. A typical steam system discharges large volumes of condensate at 70–100°C. Many plants simply send this to drain or a condensate return tank at atmospheric pressure, losing both the sensible heat and the water.
A heat pipe condensate heat recovery system intercepts this stream before it‘s wasted. The setup can take different forms depending on the site layout:
- Air-side recovery: The hot condensate preheats fresh air, which can then be used for combustion air, product drying, or space heating.
- Water-side recovery: The condensate preheats cold makeup water heading to the boiler, reducing the steam required to bring it to operating temperature.
Why this matters financially. Every degree you preheat boiler feedwater translates directly into fuel not burned. And in industries with steam-intensive processes — textile dyeing being the classic example — the cumulative savings over a year can be substantial. The original Chinese article specifically highlights that this condensate heat recovery approach is “especially suitable for printing, dyeing, papermaking, chemical and other workshops with a large number of steam heating equipment”.
One practical note. Because condensate is relatively clean compared to raw flue gas, the heat exchanger operates in a much gentler environment here than in direct exhaust applications. This translates into longer maintenance intervals and even more predictable long-term performance.

5. Near-Zero-Cost Industrial Space Heating: Warm Your Facility with Your Own Waste Heat
Picture this: it‘s a freezing January morning, your factory floor is 3,000 square meters, and the natural gas heating bill just keeps climbing. Meanwhile, your boiler stack is pumping out flue gas at 180°C around the clock. That’s the definition of “paying twice” — once for the fuel to run your process, and again for the fuel to heat your building. A heat pipe waste heat recovery system can break this cycle.
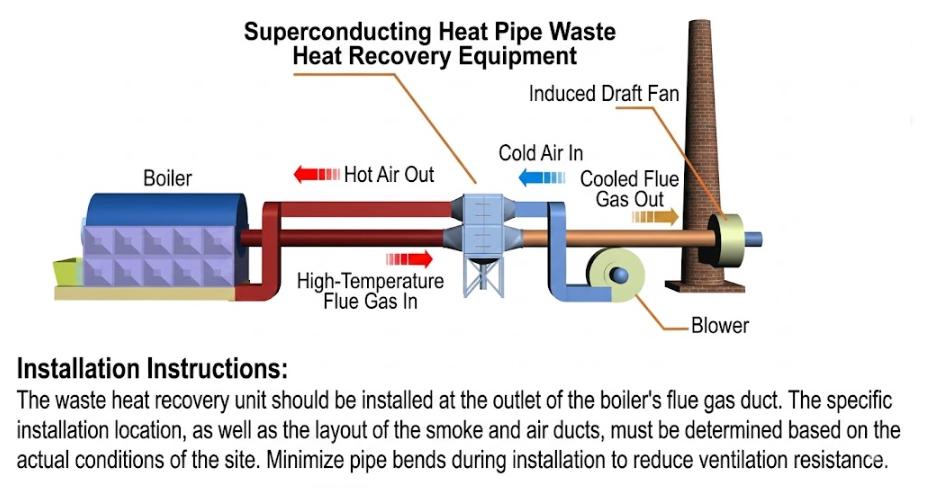
The concept is simple. Install a heat pipe heat exchanger in the flue gas path, recover the heat, and deliver it — either as warm air through ductwork or as hot water through radiators — to the areas that need heating. Factories, warehouses, assembly halls, and office buildings can all benefit. This is why we called it as “near-zero fuel cost winter heating” because the heat source is exhaust you‘re already producing.
What makes this especially practical in industrial settings. Factories often have high ceilings and large open spaces that are notoriously expensive to heat with conventional systems. By tapping into existing waste heat streams — boiler exhaust, process off-gas, or even compressor room waste heat — facility managers can maintain comfortable working temperatures without adding a single dollar to the fuel bill. Over a heating season, the savings add up fast, and the system can be designed to supplement (rather than fully replace) existing heating infrastructure, keeping upfront costs manageable.
Why Partner with DTDX as Your Heat Pipe Manufacturer?
By now you‘re probably wondering: “This all sounds good in theory, but does it actually hold up in the real world?” That’s a fair question — and the answer depends heavily on who designs and builds your system.
DTDX has been specializing in heat pipe waste heat recovery since 2008. We‘re not a general HVAC company that happens to offer a few heat exchanger models; we’re a dedicated heat pipe manufacturer with over 20 active patents, more than 10,000 units delivered, and a cumulative CO₂ reduction of over 100,000 tons for our clients. Our heat recovery systems operate with thermal efficiencies of 80% and above, and our products are built for a 20-year service life with 50% lower maintenance costs compared to traditional heat exchange equipment.
We serve more than 20 industries — from steel and chemicals to food processing and new energy — and we offer a free, no-obligation energy-saving diagnosis for any facility interested in exploring waste heat recovery. Every system is designed to the specific temperature range, flow rate, and space constraints of your site. No cookie-cutter solutions, no exaggerations — just engineering that works.
Beyond product supply, we provide full-process support: site assessment, customized design, manufacturing, installation guidance, and after-sales service. Whether you need a gas-to-gas heat pipe heat exchanger for flue gas recovery, a gas-to-liquid heat pipe heat exchanger for hot water generation, or a completely tailored solution for a unique process, we have the experience and the in-house engineering capability to deliver.




Ready to Stop Wasting Heat?
It‘s not just hot air — it’s money, fuel, and carbon emissions your plant doesn‘t need to lose. Every month you wait is another month of paying for energy you’ve already generated. Whether your priority is cutting costs, hitting sustainability targets, or both, heat pipe technology offers one of the fastest, most reliable paths to getting there.
Let’s talk about your facility.
Our engineering team is ready to evaluate your waste heat streams and recommend the right waste heat recovery system — with zero upfront commitment.