
Every single day, industrial plants around the world let millions of dollars slide right out of their exhaust stacks. High-temperature flue gas from boilers, kilns, and drying equipment carries an immense amount of thermal energy. Yet, for many plant managers, trying to capture this energy feels like a losing battle.
Why? Because industrial flue gas is rarely “clean.” It is often highly corrosive, packed with abrasive dust, or so choked with moisture that traditional shell-and-tube or plate heat exchangers plug up, corrode, or fail within months.
If you have struggled with frequent equipment downtime or skyrocketing energy bills, there is a better way forward. Let’s dive into how modern phase-change technology is changing the game for industrial waste heat recovery systems, and why heat pipes are succeeding where traditional equipment fails.
Core Principles: Why Heat Pipes Lead the Efficiency Evolution
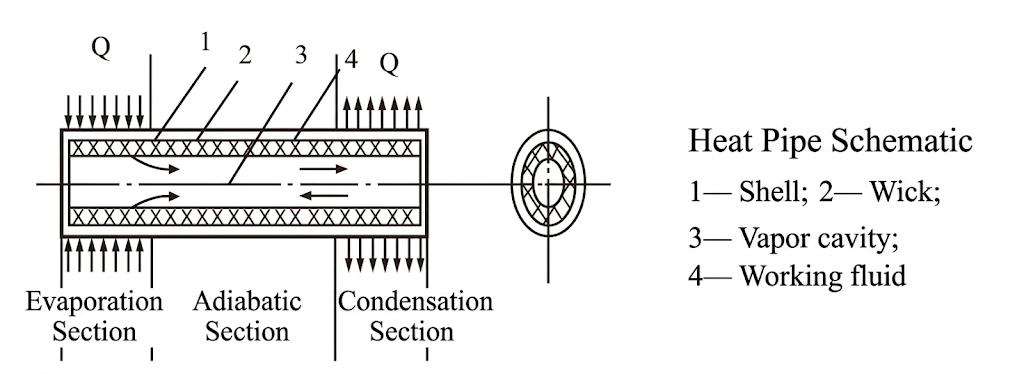
To understand why heat pipe heat exchangers are so resilient, we have to look at how they move heat. Traditional heat exchangers rely on forced conduction through thick metal walls. Heat pipes, however, utilize a completely enclosed phase-change heat transfer process.
Inside each individual sealed tube is a precisely engineered working fluid and a vacuum. When hot flue gas passes over the “evaporator” section of the pipe, the fluid instantly vaporizes, traveling at near-sonic speeds to the colder “condenser” end where it releases its heat to the incoming clean air or water. The vapor condenses back into a liquid and flows back to start the cycle again.
This brings three massive advantages to industrial plants:
- Ultra-High Thermal Conductivity: Because phase-change transfer operates with almost zero thermal resistance, heat pipes move energy hundreds of times faster than solid copper or steel bars.
- True Adaptive Engineering: Heat pipe systems don’t force your plant to adjust to a rigid machine. Instead, the physical layout can be completely customized—whether you need a vertical setup, a horizontal layout, or specific finned-tube geometries—to match your exact volumetric flow and footprint.
- Cascaded Energy Recovery: Instead of a simple one-way dump of heat, this technology allows plants to capture heat at different temperature levels, systematically routing high-grade energy to steam generation and lower-grade energy to preheating fresh intake air.
Applications of DTDX Heat Pipe Heat Exchangers for Industrial Waste Heat Recovery
No two exhaust streams are identical. A solution that works perfectly in a bakery will fail instantly in a chemical plant. To see how this works in the real world, let’s look at three highly challenging industrial environments where DTDX has successfully deployed customized systems.
🏭 Application 1: Petrochemical & Chemical Plants (Corrosive Flue Gas)
In chemical processing and petroleum refining, exhaust gases are frequently mixed with highly corrosive elements like sulfur oxides (SOx) and hydrochloric acid (HCl). When the exhaust temperature drops below the acid dew point, these gases condense into highly aggressive acids that eat right through standard metal heat exchangers. Furthermore, these streams often contain sticky, fine particulates that cause severe clogging.

The DTDX Engineering Approach:
To counter this hostile environment, the engineering team at DTDX developed a segmented, multi-layered defense strategy:
- Segmented Anti-Corrosion Material Selection: In the high-temperature zone, heavy-duty alloy tubes are used. In the lower-temperature zones where acid condensation is highly likely, the tubes are treated with specialized anti-corrosion coatings to completely isolate the metal from chemical attack.
- Anti-Fouling Flow Geometries: The system utilizes a staggered finned-tube layout optimized through fluid dynamics to keep gas moving smoothly, drastically reducing areas where sticky dust can settle. This is paired with automated, online sonic soot blowers that regularly clear the surfaces without interrupting production.
- Isolate and Conquer Design: Every single heat pipe element in a DTDX assembly operates completely independently. In a traditional shell-and-tube exchanger, a single crack leaks dirty gas into your clean stream, forcing an immediate plant shutdown. With independent heat pipes, even if a single tube is mechanically damaged, the rest of the system keeps running at virtually full capacity.
Real-World Case Study (Source: DTDX Internal Project Data, East China Petrochemical Project):
At a major petrochemical refinery, a DTDX heat pipe heat exchanger was installed to tackle an exhaust stream fluctuating between 150°C and 600°C. The system successfully dropped the final exhaust stack temperature from 380°C to below 120°C. The captured waste heat was rerouted to preheat the boiler’s combustion air, resulting in a 18% reduction in overall fuel consumption and saving over 1,000 metric tons of standard coal annually. The system has run continuously for over two years without a single leak or severe clogging event.
🧱 Application 2: Building Materials & Ceramics (High-Dust, Abrasive Environments)
If you operate a ceramic kiln, cement plant, or glass furnace, your primary enemy is mechanical wear. The flue gas in these sectors carries massive volumes of hard, sharp particulate matter—like silica dust and stone fragments—moving at high velocities. This creates a literal sandblasting effect that erodes heat exchanger components rapidly. Additionally, intermittent production cycles cause violent temperature spikes and thermal shocks that warp rigid traditional equipment.

The DTDX Engineering Approach:
To overcome the severe physical demands of kiln and furnace exhaust, DTDX implements a three-pronged mechanical and structural design:
- Wear-Resistant Structural Optimization: Specialized wear-resistant protector plates are installed directly on the windward side (the leading edge facing the direct gas stream) of the heat pipe heat exchanger. The heat pipe elements themselves are manufactured using thick-walled, wear-resistant tubes, and the fins undergo specific structural reinforcement. Additionally, the entire gas flow path is optimized via Computational Fluid Dynamics (CFD) simulation to eliminate any localized, high-velocity air currents that accelerate equipment erosion.
- Thermal Fluctuation Adaptation: The system is integrated with a custom heat pipe heat exchanger bypass regulation loop. When the kiln production cycle causes a sudden, violent surge in flue gas temperature, this bypass system automatically engages to guarantee perfectly stable waste heat recovery and continuous, predictable thermal energy output.
- Large-Flow Heat Exchange Design: Utilizing a specialized, large-channel heat pipe heat exchanger core structure, this system is custom-built to handle the massive volumetric gas flows native to the heavy ceramics industry. This wide-channel setup maximizes thermal transfer efficiency while preventing airborne dust and abrasive particulates from settling or packing inside the flow channels.
Real-World Case Study (Source: DTDX Internal Project Data, Ceramic Enterprise Project):
At a large-scale industrial ceramics facility, a dual-stage waste heat recovery system was implemented. The ultra-high-temperature exhaust (820°C) first runs through a waste heat boiler to generate low-pressure steam for the factory grid. The remaining mid-temperature gas (300°C to 400°C) then passes through a DTDX heat pipe exchanger to preheat kiln combustion air.
The stack temperature dropped safely to below 150°C, recovering enough thermal energy to produce over 20,000 metric tons of steam per year—covering 30% of the entire plant’s steam requirements and saving over 2,000,000 RMB (approximately $280,000 USD) annually in energy costs. The system has run smoothly for 2.5 years without an ounce of tube degradation.
🍞 Application 3: Food Processing & Drying (Low-Temp, High-Humidity Streams)
Food manufacturing plants running large-scale industrial dryers or smoking chambers produce massive volumes of air between 80°C and 200°C. While this heat isn’t as intense as a steel kiln, it is packed with intense moisture and humidity. Traditional exchangers struggle heavily here because low-grade heat doesn’t provide enough driving force for efficient conduction, and the high humidity causes massive condensation issues. Furthermore, food plants must maintain pristine sanitary standards.

The DTDX Engineering Approach:
To turn low-grade, moisture-laden exhaust into a high-value asset, DTDX addresses the core challenges of low-temperature thermodynamics and food safety:
- Low-Temperature, High-Efficiency Thermal Transfer: Traditional equipment suffers from terrible heat transfer efficiency when dealing with lower temperatures. DTDX solves this by completely optimizing the internal working fluid chemical formula inside the heat pipes. This advanced formulation allows the core elements to maintain highly responsive, rapid phase-change heat transfer even within the low-to-mid 80°C to 200°C temperature range.
- Sanitary & Cleanable Heat Exchanger Structures: The system utilizes custom-engineered smooth-fin heat pipe elements paired with high-durability, food-grade protective anti-corrosion coatings. This design fully complies with the strict hygienic and sanitary production mandates of the food processing industry, while drastically simplifying maintenance by allowing for fast, trouble-free manual washdowns or automated mechanical cleaning.
Real-World Case Study (Source: DTDX Internal Project Data, Industrial Drying Workshop):
In a large food processing facility, a DTDX low-temperature heat pipe exchanger was connected to the exhaust of a massive drying room. The system captured the moisture-laden heat and used it to preheat fresh, incoming makeup air. This modification slashed the drying workshop’s heating energy consumption by 25% and reduced fresh air preheating costs by over 40%. Because the system maintained perfectly consistent fresh air temperatures, product quality became highly stable while drying throughput increased by 10%. The client completely recovered their equipment investment cost within just 6 months.
Where Does the Recovered Heat Go?
Investing in industrial waste heat recovery systems only makes sense if you have a highly valuable use for the captured energy. Depending on your specific plant layout, DTDX systems can route recovered thermal energy into four primary high-value pathways:
| Recovery Pathway | Best Suited For | Bottom-Line Impact |
| Combustion Air Preheating | All industries running boilers, furnaces, or kilns. | Directly slashes fuel consumption (natural gas, coal, oil) by feeding preheated air into the burner. |
| Steam & Hot Water Generation | Chemical plants, food processors, and textile mills. | Replaces the need for auxiliary water-heating utility boilers by generating usable plant-grid steam. |
| Facility & Space Heating | Plants located in colder climates or with large logistics spaces. | Routes mid-to-low grade warmth directly to factory floors, warehouses, or office HVAC loops during winter. |
| Power Generation Boosting | Waste-to-energy plants and massive heavy industrial kilns. | Preheats boiler feedwater or condensate lines, significantly increasing the overall turbine efficiency. |
The Three Pillars of a Successful Waste Heat Project
A truly successful industrial flue gas heat recovery project is never a “one-size-fits-all” hardware purchase. If a vendor tries to sell you an off-the-shelf heat exchanger without inspecting your plant, walk away. To ensure your investment delivers year-after-year savings, DTDX builds every single project on three essential pillars:
Pillar 1: Rigorous On-Site Energy Diagnostics
Every exhaust stream has a unique thumbprint. Before any design work begins, field engineers conduct a comprehensive on-site audit. They measure real-time gas temperatures, volume flow rates, precise chemical compositions, and dust loading metrics. This raw data forms the foundation of a completely tailored thermodynamic blueprint.
Pillar 2: Transparent, Quantifiable ROI Modeling
Industrial upgrades shouldn’t be a guessing game. DTDX provides clear, data-driven financial projections before you sign off on a project. You will receive precise engineering estimates detailing your projected energy savings percentage, annual cost reductions, and a concrete calculation of your capital payback period based on your local utility costs.
Pillar 3: Complete Lifecycle Engineering Support
Cross-border hardware sourcing can feel risky if you are worried about long-term support. DTDX bridges this gap by managing the entire lifecycle—from the initial free efficiency diagnostic and custom manufacturing to detailed remote installation guidance, performance commissioning, and proactive lifetime maintenance consulting.
Ready to Stop Venting Your Profits?
At the end of the day, a high-quality heat pipe heat exchanger isn’t just an emissions-reduction component—it is a system designed to turn a waste stream into predictable, monthly cash flow. Whether you are dealing with aggressive chemical vapors, heavy ceramic dust, or low-temperature drying moisture, the engineering team at DTDX has the field experience and manufacturing capability to solve your toughest thermal bottlenecks.
Don’t let another day of valuable energy disappear into the atmosphere. Reach out to a technical expert today to discuss your plant’s specific exhaust working conditions and discover exactly how much you could be saving.